Common Problems and Selection of Additives
Common problems during molding and production processes and the corrective measures are explained below. Please refer to the information below when selecting additives.
Frequently Asked Questions
- Influence of
Additives
during Molding - Extension of
Heat Stability - Extension of
Weathering
Stability - Discoloration
- Impairment of
Design Aesthetics
-
Influence of Additives during Molding
Q1
Why does discoloration of polymer occur?
A1
 Discoloration due to polymer colorationThe discoloration of polyolefin polymer is most often caused by the degree of catalytic activity, promoters and catalyst quenchers, and pelletizing conditions, etc. Compositions of additives may cause discoloration when, during storage, pellets or molded articles are exposed to high temperatures, environmental pollutants, or light.
Discoloration due to polymer colorationThe discoloration of polyolefin polymer is most often caused by the degree of catalytic activity, promoters and catalyst quenchers, and pelletizing conditions, etc. Compositions of additives may cause discoloration when, during storage, pellets or molded articles are exposed to high temperatures, environmental pollutants, or light.
The substances and other factors responsible for discoloration can be classified broadly into five types: (1) Catalysts and promoters; (2) Impurities; (3) Additives; (4) Processing conditions; and (5) Environment. In general, discoloration is most commonly caused by a complex mixture of these factors.Factors responsible for discoloration
Catalysts and promoters
Gray : alkylaluminum
Yellow (brown) : reaction of alkylaluminum with an additive
Bluish purple : titanium as a supported catalyst
Reddish violet : titanium as a reducing catalyst
Dull brownish-yellow : residual chlorineImpurities
・Metal dust from extruders.
・Scraping of O-rings, etc.Additives
Phenolic antioxidants might cause yellowing or pinking.
Processing conditions
・High shear polymer degradation.
・Molding in an oxygen atmosphere.Environment
・Contact with kraft or corrugated paper during storage in the product warehouse.
・Contact with NOx gas emitted from forklifts.
・Contact with inorganic pigments or printing inks
・Contact with textile oils, etc.Corrective Measures
- 1
- Consider the properties and processing conditions of the polymer and the environment in which the final product is used, etc., and understand the interactions (synergetic and antagonistic effects) between additives before determining the formulation.
- 2
- In order to prevent degradation of the polymer, use phenolic, phosphorus, and thioether antioxidant. Suitable antioxidants include phenolic antioxidants such as ADK STAB AO-50, AO-60, and AO-80, phosphorus antioxidants such as ADK STAB 2112, PEP-36, and HP-10, and thioether antioxidant ADK STAB AO-412S. The List of AO series
Q2
How to address problems with defective appearance
A2-1
 Die buildup (die drool)
Buildup of materials around the outlet of the die is likely to result in the formation of streaks on extrusion molded articles. This phenomenon is known as “die buildup.”
Die buildup (die drool)
Buildup of materials around the outlet of the die is likely to result in the formation of streaks on extrusion molded articles. This phenomenon is known as “die buildup.”
A typical cause is the presence of a component with poor compatibility in the blended materials. The problem may also be due to volatile matter, moisture, and/or degradation products contained in the molten polymer, or may result from poor dispersibility of fillers or additives.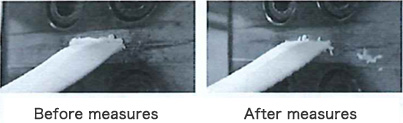
Corrective Measures
- 1
- Use phenolic and/or phosphorous antioxidants to prevent degradation of the polymer.
- 2
- Remove insoluble components.
- 3
- Add fluorinated elastomer.
- 4
- Add a compatibilizer.
- 5
- Change the compounding procedure.
- 6
- Dry the filler and polymer to remove moisture.
A2-2
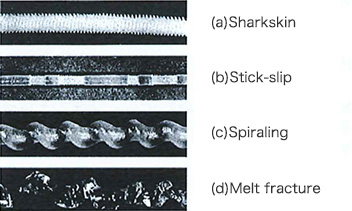 Defective appearance (extruded strands)
There are four typical types of defective appearance occurring in extruded strands.
Defective appearance (extruded strands)
There are four typical types of defective appearance occurring in extruded strands.Corrective Measures
- 1
- Use phenolic and/or phosphorous antioxidants to prevent degradation of the polymer.
- 2
- Use a suitable external lubricant, since defective appearance is often caused by lack of lubricity between the polymer and processing machine or mold. The List of AO series
A2-3
Discoloration and degradation Discoloration may be caused by contamination or plastic degradation. Degradation takes the form of discoloration, black spots, pinholes, traces of volatilized matter (smoking), or deterioration of the properties of the resulting molded article.
The main types of degradation are thermal, ultraviolet, chemical, mechanical, radiation damage, and biological degradation, with some of these types occurring together. For example, polyethylene is prone to undergo thermo-oxidative degradation. This is considered to involve a combination of thermal and chemical degradation caused by the presence of oxygen.Corrective Measures
- 1
- Add antioxidants:
Use the synergetic effect produced by the combination of a phenolic antioxidant (ADK STAB AO-50, AO-60, or AO-80) with a phosphorus antioxidant (ADK STAB 2112, PEP-36, or HP-10).
- 2
- Lower the molding temperature, and shorten the period during which the polymer is exposed to high temperatures. The List of AO series
Q3
What are the types and modifying effects of additives?
A3-1
 Improvement of molding processability
Taking molding processability as an example, the following requirements must be met in injection molding:
Improvement of molding processability
Taking molding processability as an example, the following requirements must be met in injection molding:
(1) High resistance to thermal decomposition;
(2) Good fluidity;
(3) High solidification speed to allow a short cooling time; and
(4) Good mold releasing properties.
In recent years, plastics have taken on more complex shapes, and decreased in thickness. In addition, shortening of the molding cycle is required in order to reduce molding costs. For these reasons, it is necessary to improve molding processability through the use of additives such as antioxidants, thermal stabilizers, lubricants, and nucleating agents.Corrective Measures
- 1
- Add antioxidants:
During molding, the polymer is exposed to high temperatures in the cylinder. In addition, the polymer is prone to undergo thermo-oxidative degradation due to the presence of oxygen remaining in the pellets, and oxygen introduced into the molding machine by air suction from the side of the hopper. In particular, when the molding temperature is high and the molding cycle is long, and when recycle materials are used repeatedly, utilization of antioxidants is required in order to prevent thermo-oxidative degradation. The List of AO series
A3-2
Improvement of durability In order to enhance the long-term reliability of plastics, there is strong demand for improvement of durability against thermal and ultraviolet degradation etc. When plastics are exposed to high temperatures in air, they thermally decompose over time due to the influence of heat and oxygen, and may undergo yellowing and deterioration of their properties.
Corrective Measures
- 1
- Add antioxidants:
Use the synergetic effect produced by the combination of a phenolic antioxidant (ADK STAB AO-50, AO-60, or AO-80) with a phosphorus antioxidant (ADK STAB 2112, PEP-36, or HP-10).
The energy of ultraviolet light is higher than the molecular bond energy of polymer, so that when the molded article is exposed to ultraviolet light, it degrades over time starting from the surface, and may undergo chalking, discoloration, and deterioration of its properties, etc. The List of AO series
- 2
-
Add an ultraviolet absorber (UVA) and/or hindered amine light stabilizer (HALS) in order to improve weatherability:
Conventional ultraviolet absorbers readily sublimate during high temperature molding and readily volatilize through bleeding during use. In order to avoid these problems, a high molecular weight product (ADK STAB LA-31) has been developed, allowing improvement of the products' weatherability.
For each additive added to the polymer, although larger amounts provide more effective improvement of the relevant property, there may be a negative effect on other properties.
For example, although a larger amount of ultraviolet absorber (UVA) or hindered amine light stabilizer (HALS) gives more effective prevention of ultraviolet degradation, an excessive amount of additive may cause negative effects, such as contamination of the mold and roll during molding. List of UVA and HALS
- 3
- Use the minimum amount of light stabilizer required to achieve the necessary properties:
In crystalline polymer, additives are dispersed mainly into the polymer’s noncrystalline regions, and are therefore prone to emerge onto the surface of the molded article at the glass transition temperature or higher. One method of preventing this problem is to use additives of high molecular weight.
When selecting additives, it is important to give careful consideration to the following:
(1) Compatibility with the polymer;
(2) Volatility;
(3) Reactivity; and
(4) Other factors (coloring properties, form, cost performance, status with respect to approval and licenses, etc.).
A3-3
Improvement of lubricants If it appears that the molding processability of the polymer can be improved by lowering its melt viscosity, the use of a lubricant closely similar in structure to the polymer (and often having good compatibility with it) should be considered. Lubricants are external or internal in type.
Corrective Measures
- 1
- Use an external lubricant: External lubricants are added in order to improve the lubricity between the material and processing/molding machine. External lubricants have low compatibility with the polymer, as a result they function on its surface, thereby improving the lubricity between the polymer and the surface of the machine, and enabling the polymer to move smoother. Lubricants are used as mold releasing agents in order to shorten the molding cycle.
- 2
- Use an internal lubricant: Internal lubricants, which have good compatibility with the polymer, blend into the interior and enter into the spaces between polymer chains, thereby lowering melt viscosity. Hence, internal lubricants are used to lower the torque resistance of the screw during plasticization.
- 3
- Use a plasticizer: Plasticizers enter into the spaces between the polymer chains and weaken their intermolecular forces. As a result they improve molding fluidity.
- 4
- Use a processability modifier: If the molded products cannot be released from the machine, its appearance is defective, or plate-out occurs, the use of amide compounds and metal soaps should first be considered. In addition, if problems with plate-out or surface roughness of the resulting molded article are not solved, the use of ester lubricants should be considered.